

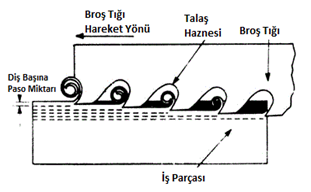
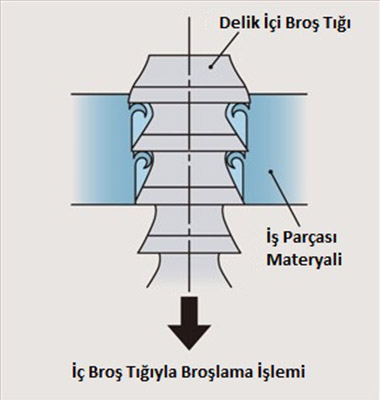
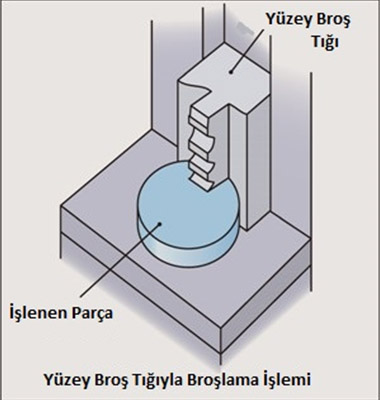
Broş Tığı, uygun aparat ve makine sistemleri vasıtasıyla, delik içine yahut parça yüzeyine basit veya karmaşık formları seri ve hassas bir şekilde tek eksende hareket ederek kademeli dişleriyle talaş kaldırmak suretiyle işleyen takımlara verilen isimdir.
Broş tığı işlenecek parçaya özel tasarlanır. Broş tasarımında işlenecek parçanın ölçüsel detayları, malzeme cinsi ve sertliği, ısıl işlem şartları göz önünde bulundurulur.
Tipik bir çekme tip yuvarlak broş tığında ön tutucu bölgesi, kesici dişlerin bulunduğu bölge ve arka tutucu bölgesi bulunur.
Ön tutucu kısım, broş çekme tezgahının broşu yakalaması için tutucu kafa ve tutucu tırnak mekanizmasına uygun olarak her broş tığı için özel olarak tasarlanır. Ön tutucu kısmın hemen arkasında yataklama bölgesi bulunur. Bu bölge broş tığı dişlerinin kesmeye başlamasından hemen önce hassas tornalanmış malzemenin broş tığına eksenlenmesi görevini üstlenir. Broşlama öncesi parça deliğinin bu ön şafta tatlı-sıkı geçmesi istenir. Broş tığı talaş kaldırarak form oluştururken parça deliğinin eksenine uyar ve eğer parça deliği gerekenden daha geniş ise oluşacak formun ekseni istenen eksenden bir miktar kaçık oluşturabilir. Bu sebeple broş öncesi deliğin hassas tornalanması önemli bir işlemdir.
Kesici dişlerin bulunduğu bölgenin tasarımı çok kritiktir ve tasarım mutlaka bir uzman tarafından yapılmalıdır. Kaba talaş kaldırma bölgesinde hızlı talaş kaldırma işlemi gerçekleşir, malzeme cinsine, broşlama boyuna ve oluşturulacak forma bağlı olarak takıma gelecek yüklerin ve talaş haznesi değerlerinin sağlıklı hesaplanması ve bu hesaba uygun olacak şekilde tasarımlandırma yapılması gerekir.
Tasarım öğeleri bir çok parametre içerir, diş formunun tayininde kullanılan ölçülerin her biri ayrı kritik öneme sahiptir. Tasarımı yanlış yapılan broş tığlarında hızlı körelme, takım ömrünün az olması, dişlerde kırılma, takımın kopması, makine yüklerinin artması, parça yüzeyinde istenmeyen deformasyonlar gibi sonuçlar oluşabilir.
Finiş öncesi dişler parça içerisinde oluşması istenen formu düşük pasolarla kesme yaparak yüksek yüzey kalitesi ile oluşturur. Özellikle iç dişli formlarında, fonksiyon üstlenen diş yanak formlarının hassas oluşturulması önemlidir. Diş yanak formları, dişlinin kalitesini, ömrünü ve verimini tayin edecektir.
Finiş bölgede nihai form oluşur ve son kısımda yer alan kalibre dişler broş tığının istenen formda kesme yapmasını garanti altına alır. Periyodik bilemeler sonrası nihai formun bu operasyonlardan etkilenmemesini sağlar.
Arka tutucu bölgesi ise özellikle ağır broşların otomatik olarak tezgah tutucu mekanizması tarafından yakalanarak havaya kaldırılması için kullanılır. Broş el ile parçaya oturtulup kaldırılıyorsa arka tutucu kısmına ihtiyaç yoktur, ancak broş ağırsa veya aynı anda birden fazla broş tığı kullanılıyorsa zamandan tasarruf etmek amacıyla tezgah arka tutucu sistemiyle birlikte kullanılmak üzere broş tığları arka tutucu bölgesiyle birlikte imal edilir.
Bir talaşlı imalat yöntemi olan broşlama tekniği ile form verme işleminin avantajları;
Diğer tekniklere göre çok hızlı olması,
Yüksek hassasiyeti, sürekli ve kararlı bir şekilde sağlaması,
Yüksek yüzey kalitesi sağlayabilmesi,
Uygulamasının basit, zahmetsiz ve verimli olması,
Takım ömrünün uzun olması; bir broş takımıyla doğru bileme periyotlarına dikkat edilerek 150.000 adete kadar parça çekilebilir.
Broş tığlarının ağırlıklı kullanıldığı alanlar;
Otomotiv endüstrisi
Havacılık endüstrisi
El takımları imalatı
Kremayer imalatı